
2024. 4. 18. 23:57ㆍautocad
제도 양식
제도의 역사와 발전
20만년 전 : 아이디어 기록 및 정보교환 위해 도면 사용. 초기 도면은 선사시대 동굴벽화, 의사소통, 감정, 경험을 기록 (석화 이집트)
고대문명 : 메소포타미아 B.C 4000, 바퀴, 요새평면설계, 피라미드, 전차
중세 : 수원 화성, 그리스 신전
15세기 : 레오나르도 다빈치가 투상원리 기초로 구상.
15세기 말 : 이론적 정리로 정면도, 평면도 시작
18세기 : 프랑스의 가스파르가 도형 기하학으로 투상법 적용
19세기 : 미국 육군사관학교에서 3각법 시작함.
현재 한국, 미국, 캐나다는 제 3각법 , 독일은 제 1각법, ISO 는 혼용 기법씀
ISO = 국가 표준화 기구
KS = 한국 산업 표준
도면 검토법
KS 규격, 치수기입 (누락, 공차 ,중복 검토) 공차 기입, 요목표, 표제란, 부품란, 일반주서
선 굵기의 비율 : ( 가는선 : 굵은선 : 매우 굵은선 = 1 : 2 : 4 )
용도별 선의 종류
굵은 실선
- 외형선 : 보이는 부분
가는 실선
- 치수선 : 치수 기입선
- 치수보조선 : 치수 기입위해 공란으로 연장하는 선
- 지시선 : 기술 기호 기입등을 위해 공란으로 연장하는 선
- 중심선 : 도면 중심을 간략하게 설명
가는 파선, 굵은 파선
- 숨은선 : 대상물의 숨은 외형
가는 1점 쇄선
- 중심선 : 도형의 중심 표시
- 기준선 : 되풀이 되는 도형의 기준
가는 자유실선, 가는 지그재그
- 파단선 : 파단한 경계를 표시.
해칭선
- 해칭선 : 단면도의 절단부분
표제란 : 오른쪽 아래 윤곽선에 접함 (이름, 날짜, 도면번호, 투상법, 척도 등)
부품란 : 표제란 위에 연결하여 그림. 자리 부족 시 우측 상단 윤곽선에 연결.
개정란 : 좌축이나 우측하단에 함. 표기가 필수는 아님. 과거의 도면에서 수정사항을 기입
도면부 : 실제 도면위치.
주서란 : 도면부에 없는 정보
요목표 : 도면부에 없는 정보를 표 형식으로 기입
척도의 종류
현칙 1:1 축척 1:2(실제보다 작은 도면) 배척 2:1(실제보다 큰 도면)
제도를 정해진 척도로 그리지 못할 경우 척도란에 “비례척이 아님” or “NS” 라 적어야함.
KS 규격 찾는법 : 나라 표준 인증 사이트 -> 기계 B
도면의 크기 (KS B ISO 5457)
A 계열 용지 A0 ~ A4
A 계열은 1: 2^1/2 (가로 : 세로)
A0 = 1m^2
도면 접는 법 : 표제란이 표면의 아랫쪽으로 오거나, 표제란이 보이도록 접는다.
도시법 : 입체를 평면에 도시하거나, 평면도형들을 입체로 도시함.
투상법
투시 투상 : 사람이 입체를 바라볼 경우와 같이 한곳에 모이는 투시선으로 입체를 투상도에 그리는 투상법 – 같은 길이가 거리에 따라서 다르게 그려져 제작도면에서는 단점
평행 투상 : 원근감이 없음
- 직각투상 : 정투상과 축측 투상(입체도) 이 있음.
n 입체도 : 직육면체의 경우 각 모서리가 꼭짓점 중심으로 서로 120도. 그러나 모든 기울어진 축에 대해 실제 길이로 그린다.
축측 투상 (직각투상) : 등각투상, 부등각 투상
정투상(직각투상) : 여러 개의 투상도를 이용한 입체의 표현
- 직관적으로 입체를 이해하려면 입체도가 좋지만, 복잡해짐. 따라서 제작도는 여러 개의 투상도를 이용한다. 이때 정투상법으로 이용하며 ‘정 투상도’ 라고 부른다.
n 정면도 : 정면에서 투시한 투상도
n 평면도 : 위에서 투시한 투상도
- 정면을 기준으로 기준되는 유리상자를 “당겨서” 펼침
n 제 1각법 : 눈 -> 물체 -> 투상면 (도면이 물체 뒤에 맺히는 느낌.)
u 기호 : 오른쪽이 더 큰 사각형
n 제 3각법 : 눈 -> 투상면 -> 물체 (관찰과 도면의 입장이 동일함 인쇄하는 느낌.)
u 기호 : 왼쪽이 더 큰 사각형
사투상 : 입체의 정면도를 이용하여 나머지 우측면도와 평면도를 덧붙힘. 왜곡 쉬움
중심선은 원, 원호 및 구의 중심선 표시. 원통 및 원뿔의 축선 표시. (가는 1점 쇄선, 가는 실선)
정면도 선정 : 재량임, 도면 배치가 옆으로 펴져 안정도니 구도로 잡는다. 가공 과정 고려, 숨은선이 적은 것으로 한다.
- 아이스 하키 퍽의 정면도는 위에서 보는것이다.
1면도 : 정면도 하나만으로 표현할 수 있는 경우. 단, 모양기호 투상도 내부에 기입하여 사용함.
- 지름 = Φ/ 정사각형 = ㅁ / 두께 = T / 반지름 = R / 구면 = S / 45도 모따기 = C
- Ex) 나사, 판
2면도 : 2개 투상도로 부품의 전체 형상. (정면도/평면도 or 정면도/우측면도)
3면도 : 대부분 표현이 가능함. (정면도, 평면도, 측면도)
- 숨은선이 적은 측면도 부분을 선택함.
중심선 : 도형의 중심을 나타낼 때 사용하는 선
- 가는 일점쇄선은 도형의 중심을 표시하거나, 중심이 이동한 중심궤적을 표시하는 중심선으로 사용한다.
기준선 : 홈의 위치결정 근거가 될 때 중심선을 연장하여 다른 면도로 이어지는데, 이는 가는 일점쇄선으로 긋는다.
피치선 : 일정 간격으로 되풀이하는 도형의 피치를 나타낼 때 가는 일점쇄선으로 긋는데, 이를 피치선이라 한다.
단방향 경사선(경사면) : 하나의 길이(투상면과)와 평행. 이는 실제 로 투상됨.
전방향 경사선(경사면) : 어떠한 길이(투상면)에도 평행이나 직각이 아님. 실제보다 작음
보조 투상도 : 경사면이 있는 물체에서 그 경사면의 실제 모양을 투상할 경우 그 경사면과 맞서는 위치에 보조 투상도 표시 (필요한 부분만 그림/숨은선 생략 가능) – 중심선,기준선 연결
부분 투상도 : 그림의 일부를 도시하는 것으로 충분한 경우 – 생략 경계선은 파단선으로 표시.
회전 투상도 : 투상면이 어떠한 각도를 가져 실제로 표시못하는 경우, 그 부분을 회전하여 도시
- 작도선을 이용하여 길이 회전부분 투상도와 이어야한다.
국부 투상도 : 작은 부분을 집중적으로 투상할 때, 주 투상도에 중심선, 기준선, 치수보조선 등으로 연결하는 것이 원칙임.
부분 확대도 : 글자와 척도를 기입.
특수 투상도 : 반복 도형의 생략시 일부 형상만 나타내며 나머지는 중심선만 표시하여 나타냄.
- 피치선, 중심선
생략 : 이해하는데 지장이 없는 선
해칭선의 방향 : 해당 파단면의 외형선과 평행이 되지 않아야 함.
치수 : 형상, 크기, 위치, 자세의 간략적인 정보인 치수
- 크기 치수 : 길이, 높이, 두께
- 자세 치수 : 각도
- 위치 치수 : 가로 세로
마무리 치수(완성치수) : 완성제품의 치수, 도면치수임
재료 치수 : 마무리 여유를 포함함.
소재 치수 : 가공 여유를 포함함.
치수선, 치수 보조선(가는 실선) : 막힌 화살표, 막힌 작은점(협소한 개소에서) 사용함.
- 협소한 경우 지시선 써서 치수 씀.
- 구의 지름이나 반지름은 Sphi 나 SR 씀
- 치수는 되도록 물체의 모양을 잘 표현하는 정면도에 집중 기입함.
치수가 척도와 다를 때 치수 밑에 밑줄을 그으며, 이론적으로 정확한 치수는 사각형으로 둘러싼다. 45도의 모떼기는 C 이며, 직선부와 반지름 곡선부가 매끄럽게 연결되는 반지름은 CR임.
공차 : 가공 시 허용 가능한 오차.
- 도면 양식에 보통공차 포함있어야함.
- 공차의 누적 : 직렬 치수 기입법 시 각 치수에 공차가 새로 붙어 오차가늘어남. 병렬 씀
n 누진 치수 기입법 시 공차 누적이 덜함.
- 중복 치수 기입 시 공차의 기준이 중복되므로 가공 시 문제. 불가피할 때에는 가로를 이용한 (참고 치수) 를 이용.
보통 공차 : 가공시 허용 가능한 오차. 기준치수의 플러스마이너스 허용치 표준편차 (±)
- 보통 공차시 규격
n 오차없음 h , 정밀급 f, 보통급 m, 거친급 c, 아주 거친급 c로 나뉘며, 기준 치수에 따라 다르다.
n 기준 치수 : 6~30mm [ m = +-0.2 ] , 30~120mm [ m =+-0.3 ]
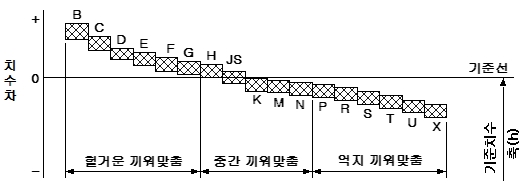
치수 공차 : 기준 치수의 max와 min 이 서로 다름.
- 틈새 : 구멍 치수가 축보다 큼.
- 죔새 : 구멍 치수가 축보다 작음.
- 치수 IT 등급결 크기 보는 법 (IT 1급이 가장 정밀함)
n 도장집과 도장의 치수공차 선정
u 먼저 끼워맞춤 결합의 종류 파악.
u (도장집 용도 고려하여 회전틈새 헐거운 끼워맞춤으로 한다)
u 회전틈새 헐거운 끼워맞춤을 치수 공차 조합을 찾는다. 축 표와 구멍 표 있음.
u 도장은 정밀도가 떨어져도 되므로, IT8 급으로 하여 H8과 f8로 결정한다.
u 조합법
l H6, f6
l H7, f6/f7
l H8, f7/f8
n 20 . H . 7 (기준치수 . 구멍의 공차역(대문자) . IT공차등급)
n 20 . g . 6 (기준치수 . 축의 공차역(소문자) . IT공차등급)